| Time duration | November 2013 to April 2014 |
| Location | Brazil |
| Organization | Ford Motor Company |
| Project | Oil Cavity Leak Test – AE 1540.1 (Assembly Test Station) |
| Position | Project Lead Engineer |
[CE 2.1]
This career episode links to project titled “Oil Cavity Leak Test – AE 1540.1 (Assembly Test Station)’’. This project was carried out during my tenure at Ford Motor Company as Project Lead Engineer.
[CE 2.2]
Production Team recognized an inordinate number of rejections @ AE 1540.1 of Oil Cavity Leak Test impacting the FTT Indicator of engine assembly line. Current FTT 97.2% - Target 98.8%. (FTT= First Time Through)
[CE 2.3]
The scope of the project was operation AE 1540.1.The goal was to fairly reduce 60% of the rejections and accomplish the target of 98.8 %.
[CE 2.4]
The Hierarchy of the project is shown below -
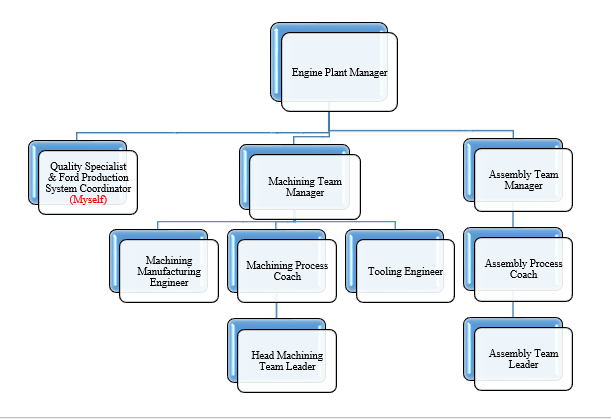
[CE 2.5]
I was responsible for the management of the whole scenario. I drafted all the required documentation of the project & made it possible to have a seamless synchronization amid departments. I also took care of all the project documentation.
[CE 2.6]
My Roles & Responsibilities -
[CE 2.7]
The main challenge for me was identifying and measuring the specific region of the leak test. The oil cavity leak test validated the leakage of the engine in the oil galleries (low and high pressure) thus ensuring the quality of the related motor oil leak by galleries and joints installed in the engine. However it didn’t showed where the leakage was but instead kept on rejecting the engine.
The test methodology consisted of mechanically sealing the motor with the aid of rubber seals and exerting a pressure of approximately 24KPa for 23 seconds and then analyzing the flow for 12 seconds through a flow meter installed in the equipment.
[CE 2.8]
This value stream was needed to be less than 60 cubic centimeters per minute for the engine approval and if it exceeds then the engine would likely be discarding the equipment and as a result it must be analyzed in the Off-Line bench to identify the location of the leak.
For analyzing it off-line, the operator has to take the engine off from the assembly line and test it separately. The operator passed soap over the engine joints to see a bubble where the leakage is present. It was essential to implement a measurement process to check where the most recurrent leakage is present in order to adopt proper corrective analysis.
[CE 2.9]
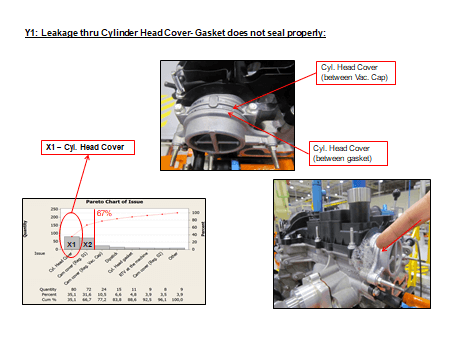
The offline test done by me showed that 46% of the leakages were on the Vacuum Cap (181 engines from 394 rejections). The other rejections were from many diverse regions having the second most impact from Camcover (17% - 67 rejections).
Considering that the main leakage region was the top of the vacuum cap, the Interim Containment Action was implemented in order to apply Loctite prior to assembly at station AE1210.1.
[CE 2.10]
The second challenge was to identify the cause of the leakage around the vacuum cap region. I made an analysis of Cause & Effect based on cumulaive team know-how and experience.
The analysis considered the 6 main points, as below -
All elements were investigated and 3 were found as not capable:
[CE 2.11]
A Benchmark study with Ford Cologne Engine Plant (where the same engine was manufactured) found the same problem with leakage through vacuum cap during oil cavity leak test. The root cause found was the flatness on machining surface due to non compliance with the specification.
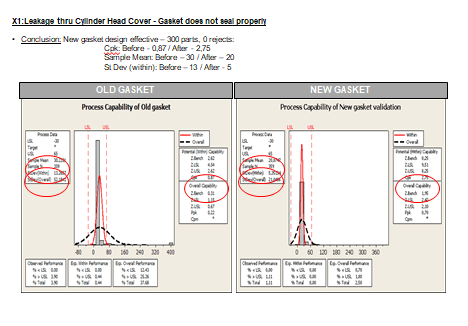
I conducted a capability study for vacuum cap flatness at Camaçari Engine Plant. The study was rejected showing a low value for CPK (0.93). According to the ford procedure, a process must have CPK result above 1.33 ( (Short Term).
I suggested the corrective action of improving the machining process at supplier plant. I validated the effectiveness with a new capability study for flatness, that was approved showing values of 21,46 for CPK.
[CE 2.12]
Regarding the part contamination; the first idea was to change the package, since it has a cardboard package, influencing on its contamination. However, as the part was an imported one so it was not possible to change it, otherwise not only the cost would increase significantly, but also the discarding process would become too difficult.
The proposed action was to implement a visual inspection at the Vacuum Cap assembly operation to check if there was any contamination on the Cylinder head or the Vacuum Cap before its assemble. I trained the operators of all shifts as well as the team leader to perform the check professionally.
After executing all the 3 actions the reduction of the leakage within this region decreased by 80%.
[CE 2.13]
I defined a list of control actions with the team and implemented the same to guarantee that the problem will not occur again -
[CE 2.14]
I lead the project from front and confronted any issue professionally. I drafted all the relevant documentation, presentations and reports. I was also liable to present project progress to the company executives. I also compiled the project feasibility study and my report was accepted by the company executives.
[CE 2.15]
I was able to successfully locate the problem and advise professionally for the rectification of the issue within the defined deadline time frame. The leak test revealed the issue which was later resolved by me passably. The project gave upsurge to my professional project management topology and my ability to use all types of resources in resolving issues accordingly. The project as a whole elevated my professional existence in all manners.
We hold the apex position in providing services regarding CDR writing for engineers Australia. We are known to have very high success records for consistent team of professional writers having years of experience in the field of CDR preparation. We provide the best and trusted service for CDR writing and reviewing of all kinds of engineering disciplines. We provide services for career episode writing, plagiarism check and removal etc.
Should you need any further information, please do not hesitate to contact us.
Contact: +61-4-8885-8110
WhatsApp: +61-4-8885-8110
(Australia, USA, UK, UAE, Singapore, New Zealand)
