| Time duration | January 2013 to July 2013 |
| Location | Pakistan |
| Organization | Schlumberger |
| Project | Low cost solution for shallow gas risks in MPCL Operation |
| Position | Lead Technical Engineer |
[CE 3.1]
This career episode relates to project titled “Low Cost Solution for Shallow Gas Risks in MPCL Operation’’. The project was carried out during my tenure at Schlumberger Pakistan.
Schlumberger is the world's leading provider of technology for reservoir characterization, drilling, production, and processing to the oil and gas industry. Working in more than 85 countries and employing approximately 100,000 people who represent over 140 nationalities, Schlumberger supplies the industry's most comprehensive range of products and services, from exploration through production and integrated pore-to-pipeline solutions for hydrocarbon recovery that optimize reservoir performance.
I am working in Well Integrity services of Schlumberger where we provide cementing services to the E&P companies to provide zonal isolation to the well either by successful primary cementing or remedial cementing. Services includes from designing, testing and executing a cement slurry design to have zonal isolation in the well.
[CE 3.2]
Block 17 in Pakistan is an onshore location, located in Baluchistan Province and operated by Mari Petroleum Company Limited.
Some of the wells on Block 17, with depths varying from 600 m to 1350 m, must be drilled and cemented, where top whole sections were defined to have a potential shallow gas risks.
Gas migration is a complex problem, involving fluid density control, mud removal, cement slurry properties, cement hydration, and between cement, casing and formation interactions. Therefore, Gas migration is one of critical problems in cementing.
Cementing job for wells crossing through gas zone can be or are hazardous. Cementing gas zone is a challenging operation if the risk is not well evaluated and an appropriate solution used. Gas migration will become an issue, and if zonal isolation is not achieved, gas might migrate through the annulus to the surface or other reservoirs. This gas can cause numerous problems and this issue can become hazardous or even cause the loss of the well. The primary cause of annular gas migration during well cementing in gas zone is the underbalanced hydrostatic fluid pressure around of the gas-influenced zone.
This project focused on achieving, low cost-effective solution for potential shallow gas hazards, throughout designing blend with reasonable, fit for purpose solid volume fraction, proper additive selection, and lab testing, following all steps of design, execute and evaluate processes for the top holes section cementing Jabo-1 well.
[CE 3.3]
The main objective of this project was to come up with a solution with which we can achieve complete Zonal Isolation through successful primary cementing job and hence reduce remedial costs. This project focused on achieving, low cost-effective solution for potential shallow gas hazards, throughout designing blend with reasonable, fit for purpose solid volume fraction, proper additive selection, and lab testing, following all steps of design, execute and evaluate processes for the top holes section cementing Jabo-1 well.
[CE 3.4]
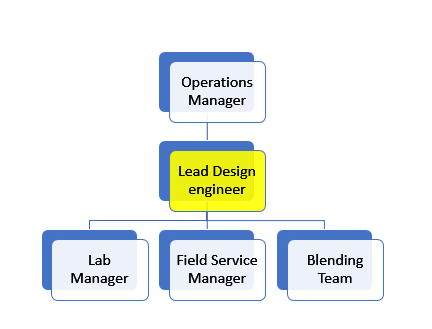
The project Hierarchy is given below -
[CE 3.5]
My Roles & Responsibilities
[CE 3.6]
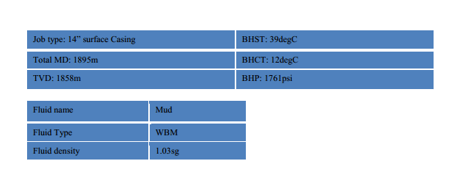
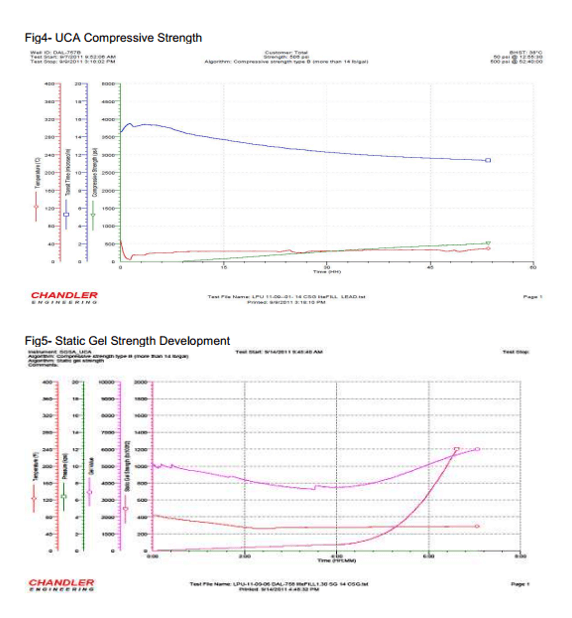
This challenging job required a design based on limited time and resources available. A good slurry design is one which considers all the job consideration including well condition and is optimized according to the desired results. This case required fit-for-purpose slurry which could deliver the expected results. The challenge was to design lightweight gastight slurry, which would also prevent the gas influx from the shallow sands. This required low-density slurry that is capable to develop rapid static gel strength during slurry hydration phase. I selected to design 1.3sg LiteFIL slurry with combination of GASBLOK LT and DeepCEM additives. D500 is a GASBLOK additive for low temperature application. I used CemCADE temperature simulator to determine the bottom-hole circulating temperature with data inputs of actual sea current velocity and current profile.
Gas channeling through a column of cement is most prevalent during its transition from a liquid to a solid. During placement and while the cement is in a liquid state, the main factor prohibiting the gas from entering the cement is the hydrostatic pressure of the cement and mud column above it. Another characteristic that affect hydrostatic pressure of the annular column is the slurry’s gel strength development. The reason for this is the fact that the ability of the slurry to transmit its hydrostatic pressure is a function of its gel strength.
Poor Quality WBM posed the biggest challenge for effective mud removal and cement coverage around the casing. No matter how good the slurry design is, the overall success of the job is dependent of the removal of mud.
Following challenges can be attributed by the presence of this Mud -
On top of stop gas migration, we needed to have a cement system which will not induce losses due to narrow pore Frac window. That is why need of light weight cement comes in place. Light weight cement is difficult to blend, design and transport.
[CE 3.7]
I designed three things in this project -
I design Fluids selection based on the formation characteristics by considering the well security. To improve mud removal efficiency, I selected Spacer. It was designed taking account all mud removal criteria defined by WELLCLEAN II criteria. Spacer density and volume selection was mainly based on CemCADE simulation results.
Optimum centralization was required to come up with standoff which would result in good cement bond log. I utilized centralization simulator and manual calculation for designing an optimum centralization utilizing Stiff and Soft string models of centralization. I encouraged the client to utilize bow spring centralizers to have better standoff.
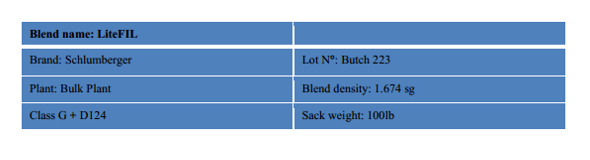
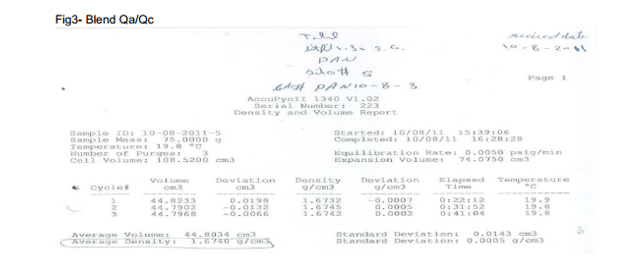
The blend was prepared using the sandwich method – four layers of two components (class G+D124) were mixed in WBB. After transferring the batch from the WBB, it was moved for an additional 6 times between two silos to homogenize the blend. During the 6th transfer, three samples were taken from Top – Middle – Bottom batch and sent to Lab for test QA/QC of the blend after transferred to the rig silos was again performed to reconfirm the consistency of the blend, and all the basic slurry testing was done with those samples
[CE 3.8]
I performed following tests
[CE 3.9]
I performed calculations to conclude bottom hole circulating temperature and bottom hole pressure. These calculations were performed based on API RP 10B recommendations.
I did calculations to conclude centralization model. This included manual calculations for stiff and soft string models of centralization.
Laminar and turbulent flow calculations were utilized to maximize efficiency of mud removal. I also calculated the friction pressure when slurry flows in pipes and annuli to ensure equivalent circulating density is in desired r3ange.
[CE 3.10]
I worked on following software in this project
I followed following Engineering codes & standards
[CE 3.11]
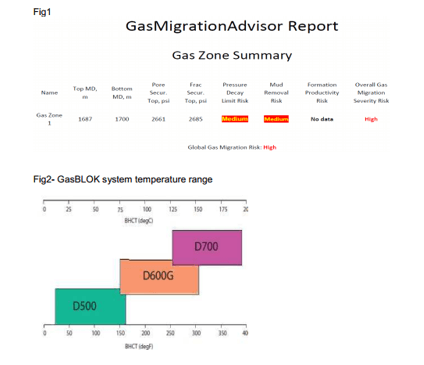
I decided to utilize Gas Migration software to calculate the risk of gas migration and design slurry and blend accordingly.
[CE3.12]
I had my team helping me getting all the designs validated and approved for the cement job. My colleagues in operations department were helping me in getting the equipment ready for the job which is essential for a successful execution for the cement job.
As project lead I sent weekly updates on the progress of the project and we had bimonthly meetings with the operations manager for well integrity on project
I gave presentation to the operations manager and client on the following topics -
[CE 3.13]
Project was successfully completed. Schlumberger met the client’s cementing needs and efficiently fit for purpose slurry designs. A proper QA/QC together with other cementing considerations led to this successful campaign, ensuring:
I applied my knowledge of Fluid mechanics and fluids behavior under temperature and pressure in this project to ensure that optimum equivalent circulating density was maintained throughout the job to avoid lost circulation. I applied my knowledge of Shear stress to shear rate on the fluids to ensure that we have fluids rheological hierarchy. I applied Finite element method to optimize centralization for this well. I applied my knowledge of fluid model to calculate fluid rheological parameters and wall shear stress that fluids will encounter.
I gained the knowledge and experience of dealing with shallow gas risks. I learned how to manage a team. Working under pressure and meeting deadlines.
We hold the apex position in providing services regarding CDR writing for engineers Australia. We are known to have very high success records for consistent team of professional writers having years of experience in the field of CDR preparation. We provide the best and trusted service for CDR writing and reviewing of all kinds of engineering disciplines. We provide services for career episode writing, plagiarism check and removal etc.
Should you need any further information, please do not hesitate to contact us.
Contact: +61-4-8885-8110
WhatsApp: +61-4-8885-8110
(Australia, USA, UK, UAE, Singapore, New Zealand)
