| Time duration | |
| Location | Pakistan |
| Organization | Schlumberger |
| Project | Application of UniSEAL Plug through Coil Tubing in Pakistan for Temporary abandonment of the well |
| Position | Lead Design Engineer |
[CE 2.1]
This career episode relates to project titled “Application of UniSEAL Plug through Coil Tubing in Pakistan for Temporary abandonment of the well’’. The project was carried out during my tenure at Schlumberger Pakistan.
Schlumberger is the world's leading provider of technology for reservoir characterization, drilling, production, and processing to the oil and gas industry. Working in more than 85 countries and employing approximately 100,000 people who represent over 140 nationalities, Schlumberger supplies the industry's most comprehensive range of products and services, from exploration through production and integrated pore-to-pipeline solutions for hydrocarbon recovery that optimize reservoir performance.
I am working in Well Integrity services of Schlumberger where we provide cementing services to the E&P companies to provide zonal isolation to the well either by successful primary cementing or remedial cementing. Services includes from designing, testing and executing a cement slurry design to have zonal isolation in the well.
[CE 2.2]
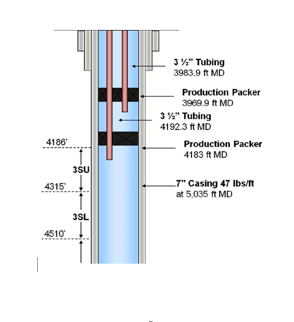
Pakistan Oil Company (POC) desired to increase its production from BG-535: an oil well in Burgan field. BG-535 is a vertical well with 7” casing to 5,035 ft and utilizes a dual completion string isolated by packers. Refer to Appendix A.1 for complete well schematic. The long tubing (TL) is currently producing oil from zone 3SL through perforations set in the interval 4534 to 4616ft. There is potential for additional production in the 3SU zone from 4186 to 4315 ft. In order to perforate and test this zone it must be isolated from 3SL. However, because POC will resume production from 3SL after the tests, the isolation must be temporary. In addition to this, there is a six month wait time for any workover rig in Pakistan as they are all contracted for other projects.
Three options were considered for isolating the 3SR section. The first was a traditional cement plug pumped through drill pipe. Cement plugs are effective in sealing off perforations and isolating zones, however a rig would be needed to place the plug and again to drill it out after testing the upper zone. In addition to this, the completion strings must be taken out of the well and the cement can be damaging to the formation, making it difficult to resume production after the plug has been removed. The second option was setting a bridge plug with slickline. There is no rig requirement for setting the plug and it can be fished out of the well when desired. The problem that arises when setting the bridge plug is that the completion must be removed from the well. In addition to this, the client was concerned that the fishing could be unsuccessful, requiring a rig to drill it out. The final option considered was pumping a sand or cement plug through coil tubing (CT). This allows for accurate plug placement without requiring a rig or removing the completion. However, with a sand plug, the client was concerned of the risk of the coil tubing string getting stuck. Also, if traditional cement is pumped through CT, it will also pose the same risks to the formation mentioned previously and will require a rig and completion removal to drill through it.
[CE 2.3]
The main objective of this project was to place a UniSEAL cement plug through coil tubing to temporarily isolate a perforated zone in a producing well. The plug was 100% acid soluble and is no damaging to the formation. Utilizing this technology saves the client the cost and time of removing completions and bringing in a workover rig, as would be the case with conventional isolation systems.
[CE 2.4]
The project Hierarchy is given below -
[CE 2.5]
[CE 2.6]
The first problem was to identify a candidate well to perform cement job. a lot of wells were considered, and I had to go through a lot of data including, well schematic, Open Hole Mechanical Caliper log, reservoir information, reservoir fracture and pore gradient and drilling history of the well. I used the offset well data of the current active field and identified a potential well in which it had minimum risk associated with it to perform this job
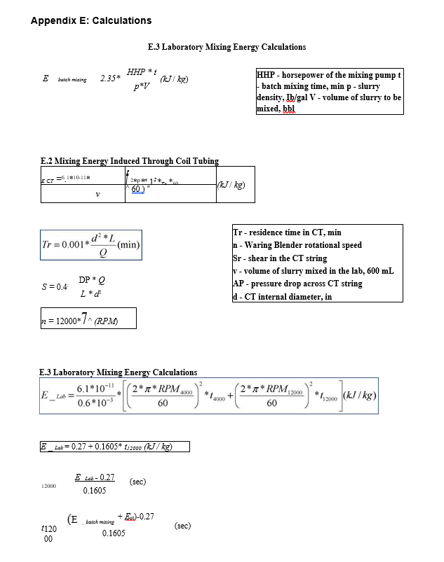
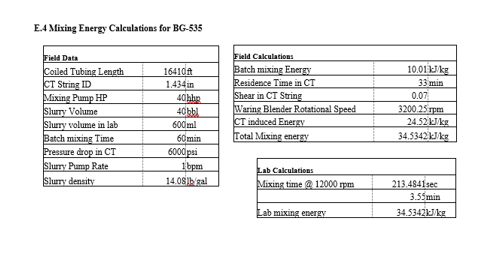
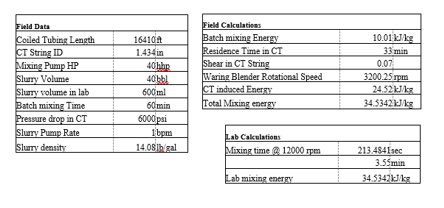
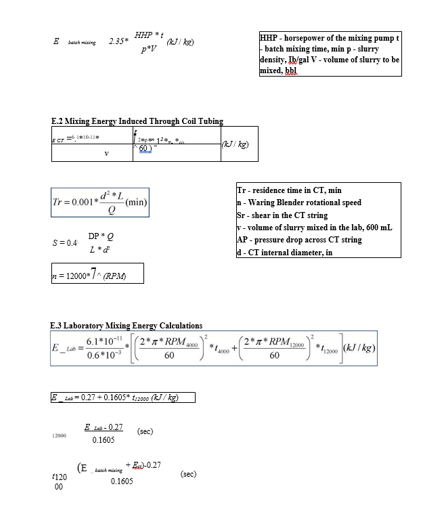
Second challenge was to simulate and test the UniSEAL slurry in the lab properly. I had to make a lot of modifications to current standard cementing lab equipment and procedures. Since the pumping was to be done through Coil tubing, additional mixing energy is induced through the shearing effect in the coil. This additional mixing energy can decrease the thickening time of the slurry. When preparing the slurry in the lab, the mixing energy applied must be must be the same as in the field. I calculated this additional mixing energy to using software and manual calculations. Using the calculations in Appendix E, the total mixing energy in the field, including batch mixing was 34.53 kJ/kg. In order to achieve this same mixing energy with the Waring blender in the lab, the slurry was mixed at 4000rpm for 15 seconds and 12000 rpm for 213 seconds.
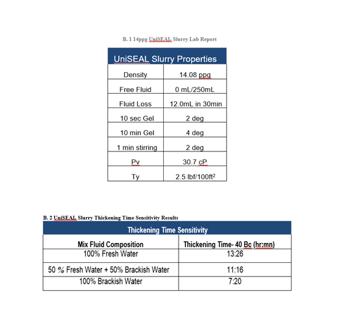
Third biggest challenge was to ensure that slurry rheology is controlled when designing the cement plug. I had to ensure that Plastic viscosity and the yield point of the slurry must be kept low to minimize the friction pressure while pumping due to small internal diameter of coil tubing. I designed to use small particle size and low solids content in the slurry, the plastic viscosity can be kept to a minimum. The yield point was kept low with the use of dispersants. Using software simulation, I calculated the optimum rheology’s required to keep the friction pressure to the minimum. My final rheology was Pv is 30.7cP and Ty is 2.5lb/100ft2
As the slurry may be static for long periods of time during placement and because of low pumping rates, there is a risk of the coil getting stuck in the cement. To minimize this risk the gel strength of the slurry must be minimal. I designed the slurry to control free fluid and fluid loss of the cement slurry. If these values are too high, it could lead to the slurry dehydrating in the pipe and cementing the coil tubing.
[CE 2.7]
In the cement slurry system apart from designing rheology and friction pressure, I designed the Thickening time of the slurry long enough to ensure slurry placement is done properly and safely. It is recommended when pumping cement through CT that the thickening time of the slurry be twice as long as the total job time (pumping time plus the time it takes to pull the CT out of hole). As the original whole fluid and displacement fluid is brine, I performed a sensitivity analysis in addition to the standard thickening time test on High pressure and high Temperature Consist meter. This was done to simulate the effects of slurry contamination on the thickening time. The test was performed by comparing the thickening time of slurry prepared with a fresh water base, a brine base, or a combination of the two fluids. As seen in below 100% slurry contamination with brine water drastically reduces the thickening time of the slurry. However, at 7:20, the thickening time is still sufficiently high enough to pump the slurry within the necessary safety margin. Therefore, when designing the job, it was imperative using this worst case scenario situation and ensuring that the cement can be pumped and CT pulled out of hole in half this time (3:40). Apart from Thickening time I ensure that slurry properties are fit for purpose, I used correct chemicals to ensure the following parameter are designed as per expectations:
Another thing I deisgned was the optimum Compressive Strength of the slurry, As the zone above the cement plug will later be exposed to pressures during testing, the compressive strength of the plug must be sufficient. During lab testing the compressive strength development of the UniSEAL slurry was designed as such that after 100 hours with final compressive strength of 1859 psi was achieved as seen in the graphs below. The UniSEAL cement plug reaches 1200 psi in less than 30 hours; therefore, the plug will have enough compressive strength after 48 hours to withstand the pressure test if it is designed properly.
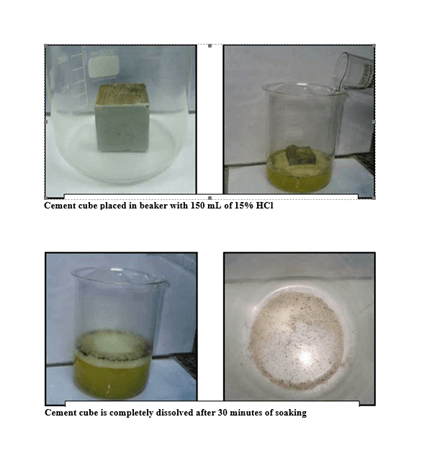
For temporaray abandonment the UniSEAL cement plug needs to be 100% soluble in 15% HCL. Therefore, the most important element of the lab testing is to ensure that the designed UniSEAL cement plug is acid soluble. After the final slurry was designed, I designed a 2x2x2 cube of set cement and after curing it i placed it in 100 mL of 15% HCl. The solution was refreshed after every 5 minutes. Seen in pictures, the cube of cement is completely dissolved after 30 minutes of soaking.
[CE 2.8]
[CE 2.9]
I performed the calculation of mixing energy of the Fluid when pumping through the coil tubing using equations below. These calculations include calculating Horsepower of the mixing pump of the batch mixer and the time slurry resides inside the coil tubing pipe, rotational speed of the blender and internal diameter of the coil tubing pipe.
[CE 2.10]
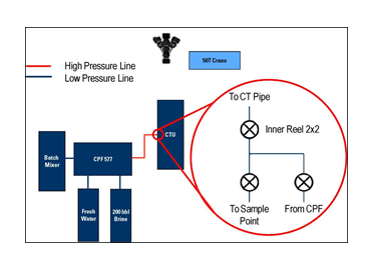
I was coordinating the placement of equipment and material at well site. Following as my proposed well schematic. Before executing the UniSEAL job design in the field, it was imperative to consider all the additional health and safety concerns that accompany a CT cement job. The first challenge was to ensure proper communication between the WIT and CTS cells at all times. To accomplish this, I performed extensive pre-job safety meetings o that the coil tubing crew and the cementing crew understood the operations of both cells. Also, the rate that CT runs in and pulls out of hole directly correlates to the pumping rates of the cementing unit, so coordination was essential. I arranged the Radios to location to ensure that there was a line of communication between both crews during the job. An additional challenge was the location hazards of this well. Pakistan is a high H2S environment, therefore proper SCBA gear and escape masks, as well as a wind sock were brought to location. Also, care was taken to ensure that all personnel on location had a personal calibrated H2S monitor at all times.
[CE 2.11]
I was heading a team which included technical engineers, lab technicians and chemical management personnel. At the start of the project I analyzed weakness and strength of all the personnel and assigned objectives to everyone for the projects. I prepared a key performance indicator of this project to monitor progress of all personnel on weekly basis. I ensured that all team members are equipped with fit for purpose training and tools to achieve their objectives. I would have a 15 minutes daily morning meeting to discuss the project progress with team members and discuss any issues if anyone was facing. I personally worked with employees who were behind their schedules and ensure that they complete their task in time.
This job was conducted on rig less operations. A proper job risk index and Hazard analysis was performed as this placement was being done for the first time. Pre-job safety meetings were conducted on the field before the initiation of the project to ensure that everybody understands job procedures and is well trained. Cement slurry was properly handled in steel batch mixers in order to avoid any spill of the slurry which could result in environmental hazard. This job required slurry to be pumped under high pressure of 5000 psi at surface. It was ensured that all equipment is rated to 10000 psi safe working pressure and has all the certifications are current and up to date.
[CE 2.12]
Project was successfully completed. Twenty-four hours after placing the cement plug, the TOC was evaluated with slick line. It was found that the actual TOC was 70ft above the expected TOC. I determined that this was due to contaminated cement being left inside the casing. Coil tubing was brought to location to clean out the casing with foamed gel. After this, the TOC was found to be at 4400 ft., the designed height of the cement plug.
A pressure test was performed to determine the effectiveness of the plug in sealing off the perforations. The pressure was tested up to and held 1200psi. In addition to this, the solubility of the field sample was tested in the lab. It was found to be 100% soluble in 15% HCl.
We hold the apex position in providing services regarding CDR writing for engineers Australia. We are known to have very high success records for consistent team of professional writers having years of experience in the field of CDR preparation. We provide the best and trusted service for CDR writing and reviewing of all kinds of engineering disciplines. We provide services for career episode writing, plagiarism check and removal etc.
Should you need any further information, please do not hesitate to contact us.
Contact: +61-4-8885-8110
WhatsApp: +61-4-8885-8110
(Australia, USA, UK, UAE, Singapore, New Zealand)
