
[CE 2.1]
This project is the work which I did while working as Engineering Manager at National Industrialization Company.
Project Name: AGM7 Project
Duration: 28th July 2015 to 26th May 2017
Project Location: Jubail Industrial City, Jubail, Saudi Arabia
Name of the Organization: National Industrialization Company (TASNEE)
Position: Engineering Manager
[CE 2.2]
TASNEE Petrochemicals in Jubail comprises of the following affiliate companies, their associated plants and the products they manufacture:
| Index | Affiliate Company | Associated Plants | Products |
| 1 | Saudi Polyolefins Company (SPC) | PDH (Propane Dehydrogenation) Plant and PP (Polypropylene) Plant | Polypropylene |
| 2 | Saudi Ethylene and Polyethylene Plant (SEPC) | Ethylene Cracker, HDPE and LDPE Plants | HDPE (High Density Polyethylene) and LDPE (Low Density Polyethylene) |
| 3 | Saudi Acrylic Acid Company (SAAC) | AA Plant | Acrylic Acid |
| 4 | Saudi Acrylic Monomer Company (SAMCO) | Integrated AA Complex | Glacial Acrylic Acid |
| 5 | Saudi Acrylic Polymer Company (SAPCO) | SAP Plant | Super Absorbent Polymer |
| 6 | Saudi Butanol Company (SABUCO) | SABUCO Plant | n-Butanol |
| 7 | TASNEE Plastic Research Center | T & I Petchem (Technology & Innovation) Petrochemicals | Research Center |
The SAP Plant produces Super Absorbent Polymer. This polymer has the unique capability of retaining water and has wide area of applications. The Polymer produced at SAP Plant was the main component in the manufacture of baby diapers and had the capability to retain water 70 times its own of volume.
[CE 2.3]
The grade of Super Absorbent Polymer produced at the plant was AGM5 (which stands for Absorbent Gel Material – 5), and it was decided by the client to upgrade the plant so it would be able to produce AGM7 (Absorbent Gel Material – 7) Grade of product. AGM7 is a much refined product, making it possible for the manufacture thinner and lighter Diapers without the loss of retention capability.
[CE 2.4]
The organizational chart below shows my position in the project -
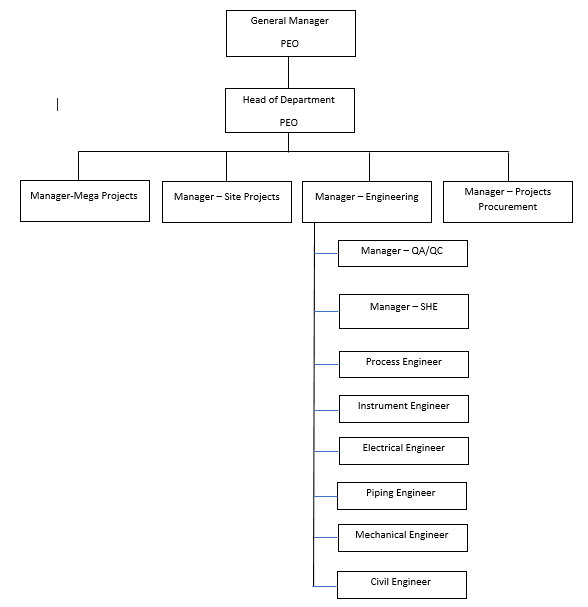
[CE 2.5]
My duties in the project were:
[CE 2.6]
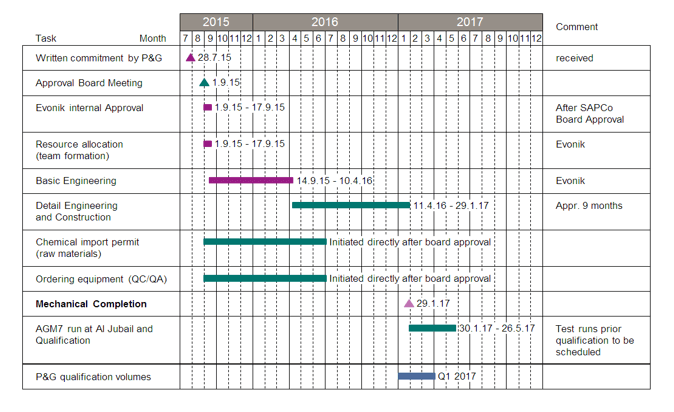
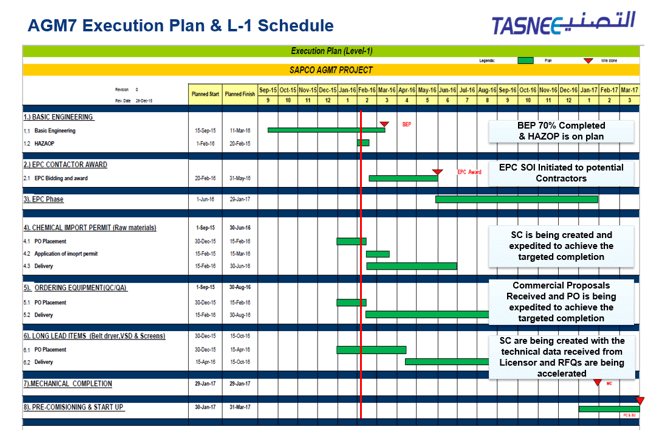
I was assigned by my Supervisor to work in this project from the very early phase, when it was decided by the Shareholders to execute the project. I determined the requirements of the external client i.e. the customer and the internal client, the plants manager. Below is the high level (Level 1) Project schedule I developed:
[CE 2.7] Based on the project requirements, I put together a team of engineers and each of them expert in their discipline. Kindly refer to the organization chart. Each team member was assigned duties and responsibilities, and certain deliverable targets were set. They were required to review all transmittal packages as per their respective engineering discipline, and performance was measured based on the number of items Closed in a week.
[CE 2.8]
During the Basic Engineering Package phase, I had developed the following basic deliverables for the project requirements
[CE 2.9]
For project cost estimation, I used bottom up approach. I clubbed the activity estimates into work package estimate then into control account estimates. I then added contingency reserves to reach cost baseline. A miscellaneous & financing management reserve was added to reach the total project cost budget.
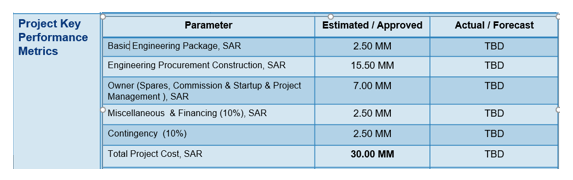
I found that the cost estimation in high level helped managed costs and prevented budget overruns.
[CE 2.10]
To manage project risk through the early identification of potential process hazards, I prepared the core objectives of the HAZOP study, which were:
This was an assessment of potential causes, consequences and the capture of potential mitigating and/or preventative actions.
[CE 2.11]
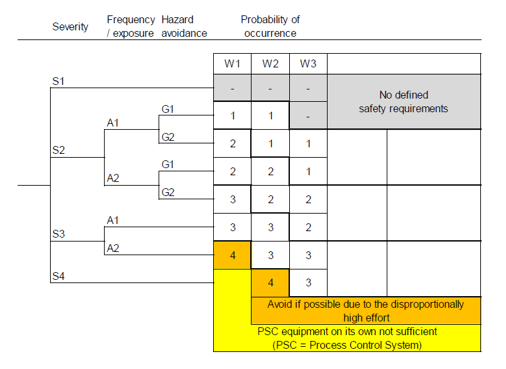
I had developed the basic skeleton of the Risk Matrix as below which was later used in the HAZOP study.
[CE 2.12]
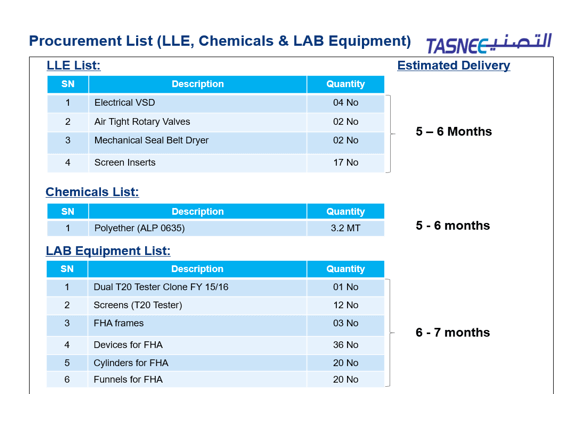
At the completion of Basic Engineering, I had identified and prepared a list of LLE (Long Lead Equipment), the Chemicals required for the new grade of Absorbent Gel Material) and the Lab Equipment needed to be able to test the new AGM7 Grade. I helped in vendor selection for these items. I included the required quantities of electrical VSD/VFD (Variable Speed Drive/Variable Frequency Drive), Airtight rotary valves along with the seal belt dryer and screen in long lead equipment. I noted down the amount of Polyether as a chemical used in project work, this was the initial startup quantity and quantities required for Operation would be ordered through Operation & Maintenance Department.
[CE 2.13]
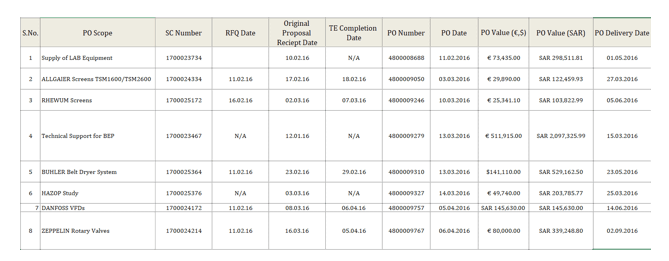
I had taken the duration of these items which were based on the quotations received from the qualified vendors and added the shipment time based on the mode of transport. For Sea Freights from Europe to Saudi Arabia, I estimated 4 weeks with 1 week customs clearance from Dammam Seaport, and for Air Freights from Europe to Saudi Arabia, I had estimated 1week transport and 3 business days’ customs clearance from Dammam Airport. The Estimated Delivery time or Lead Times were shared with the stakeholders. After placement of Purchase Orders, I followed up with suppliers to ensure on time deliveries. I used to track PO date, PO value and their delivery dates so I can expedite shipments as per project schedule and raise concern if a delay was seen
[CE 2.14]
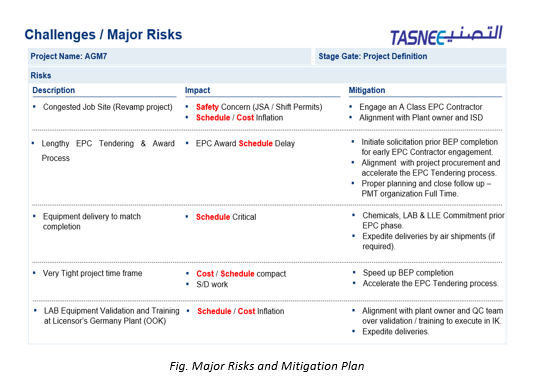
During the execution, I had identified the level risk for the project work and updated to the stakeholders about the project work. As the Job Site was a congested space, an 8 story high closed building with process piping and equipment from the ground floor to the top floor, the impact of the risk would be a Safety Concern and due to limited spaced of barging in outside equipment, the construction contractor may inflate the cost and length the project schedule as a part of his contingency plant. I came in conclusion that the risk of congested job site could be overcome by alignment with ISD (Industrial Security Department) along with the Plant owner, so that Permits would be issued in a timely manner as well I recommended engaging class A contractor, that had demonstrated executing technically challenging projects in the past. I also observed that lengthy EPC tendering and Award process increased the risk of the project by resulting in a delay. I decided to conduct close follow up with PMT organization so that the EPC package can be prepared early on, and start the selection and solicitation of EPC Contractors prior to the completion of BEP (Basic Engineering Package), this helped to mitigate the risk of lengthy EPC tendering process.
[CE 2.15]
I also noted down the risk of tight project time frame and suggested mitigation plant as to do the testing validation of lab equipment in Kingdom (IK) and not fly out for Factory Acceptance Tests at the manufacture’s premises. I also recommended expending deliveries of material, Air Freighting where possible to meet project schedule requirements. Furthermore, I liaised with Project Procurement manager to speed up the EPC tendering process for the rapid implementation of the project.
[CE 2.16]
To promote a culture of Safety, I initiated a Safety Campaign with project team members, including construction contractor staff to appreciate safe practices during project execution and boost team morale.
Below are two photos from that event, at the project Site Office -

[CE 2.17]
I generated the Gantt chart in Microsoft-Excel and final report in Microsoft-Word. I developed the appropriate plan and schedule to conduct the task of upgrading project sequentially along within specified period.
I used to conduct monthly project progress review meeting over video conference with Client i.e., Proctor & Gamble company, and sought feedback on the project delivery.
[CE 2.18]
During the implementation phase of the project, I had faced the challenge of increased particle size of the AGM7 project, which was exceeding the limit of 630 µm. It was assumed that the mesh sizes of the sieves defining the quality AGM7 are identical to those of AGM6, mainly 200 µm and 630 µm. This would result in less fines and higher amount in the target range, but this was not considered in the initial stage. From several points of the plants, mainly before and behind mills and sieves, samples were taken and the particle size distribution (PSD) was measured and the problem faced. I proposed to make use of the roller mills and sieves behind the overs dryer. The dryer itself should be operated at mild drying conditions to avoid condensation effects. The fraction bigger than 630 µm coming from the sieves of the second roller mill should be given to the overs dryer and been milled and sieved there, hence achieving the desired result.
[CE 2.19]
I had generated Key Performance indicators and monitored the progress of the activity and the human resource assigned to that activity. By considering Actual versus Planned progress, I was able to monitor and track progress.
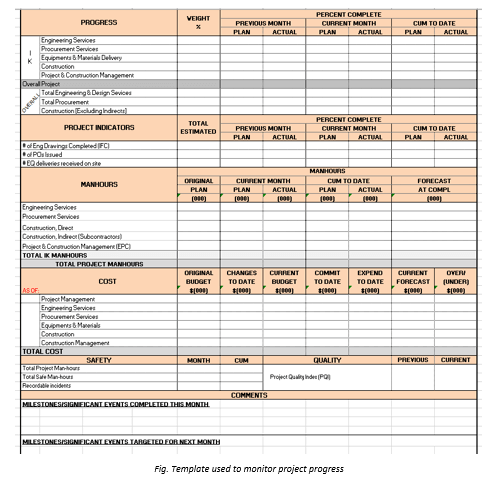
[CE 2.20]
Due to the confined nature of the plant, another hurdle I faced in the project was routing of pipelines. I requested for a layout plot plan and then chalked out (red lined) the possible routing for Additive lines thereby easing the task of the team as shown in the diagram below.
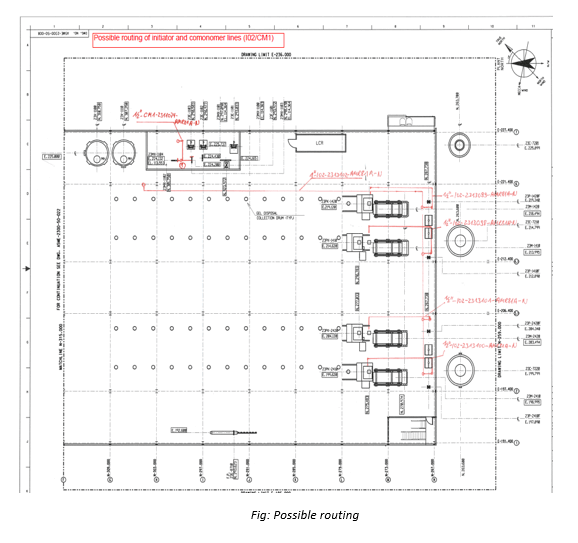
[CE 2.21]
AGM7 project was a fast track project which had tight timelines and the project site itself was a congested space. This was one of the challenging project that I had faced, there were commitments made with the client and the plant was still in operation when the upgrade took place. Due to dual production lines, the upgrade was done one line at a time, hence keeping business continuity. The project completed successfully, on time and within budget. Executing this project was similar to operating on a live heart, as the plant was live when I was executing this project. This also posed Safety threat as we were working on project with live machinery operating in close proximity to the construction site. I received appreciation certificate for my efforts from the Project Sponsor, the General Manager of PEO and the Project Manager. I had helped the project by solving the routing problem, by addressing the particle size issue and overall closely monitoring projects cost and schedule and fast tracking some activities.
At the end of the project, I put together project lessons learned presentation and shared with my team, so they can gain knowledge from this project experience.
We hold the apex position in providing services regarding CDR writing for engineers Australia. We are known to have very high success records for consistent team of professional writers having years of experience in the field of CDR preparation. We provide the best and trusted service for CDR writing and reviewing of all kinds of engineering disciplines. We provide services for career episode writing, plagiarism check and removal etc.
Should you need any further information, please do not hesitate to contact us.
Contact: +61-4-8885-8110
WhatsApp: +61-4-8885-8110
(Australia, USA, UK, UAE, Singapore, New Zealand)
