| Time duration | November 2008 to February 2009 |
| Location | Portuguesa, Venezuela |
| Organization | GC Technology Sistema’s |
| Project | Development of Electronic Control for Packing Machine (For MONACA the Corn Mill) |
| Position | Electronic Engineer |
[CE 1.1]
This career episode is about my project titled “Development of Electronic Control for Packing Machine (In a Corn Mill)’’. This project was carried out during my tenure at GC Technology as an Electronic Engineering.
GC Technology Sistema’s is a dedicated company to provide IT, electrical/electronic, mechanic and industrial automation services to other companies as an outsourcing resource. The company was awarded a contract by XYZ (MONACA) to develop an electronic control system.
[CE 1.2]
MONACA is a manufacturing company which produces boiled corn flour. As part of the process, the company uses 1KG corn flour to fill up one bag. The polypropylene was used as raw material for making the bag. In the packing area there was a packing machine branded SIG model PFD.
In the MONACA corn mill, there were three packing operations such as:
In this project, I developed the controllers for the filling section. Until now the packaging process did not guarantee that the weight was correct. It depended on the specific weight of the flour that was output during that time, regardless of any mechanical factor of the system. The machine originally consisted of a motor-speed controller of 10 HP with braking. The motor speed variation was controlled by a VSD (Variable Speed Drive) that allows setting the machine speed from 0-110 packages per minute. This was the main engine that drives the machine and synchronised with pneumatic elements, brakes and clutches of magnetic type for proper operation. Due to the deteriorating conditions and wear of these control elements, the average speed of the packing machine dropped to 65 packs per minute and machine availability also dropped to 55% affecting directly the production line efficiency and machine reliability. This is why it was required to re-engineer the electronic control, in order to guarantee the functionality. In this project, I needed to install the following elements: a controller board based on a programmable logic controller (PLC), an activation control system based on an incremental encoder, a dosage based on servo motor, an indicator / activator operation-status and count packets based human machine interface (HMI). My main objective was to achieve 90 packages per minute, and reliability of 90%.
[CE 1.3]
In perspective of the successful fulfilment of project requirements, I drafted the project objectives i.e.
[CE 1.4]
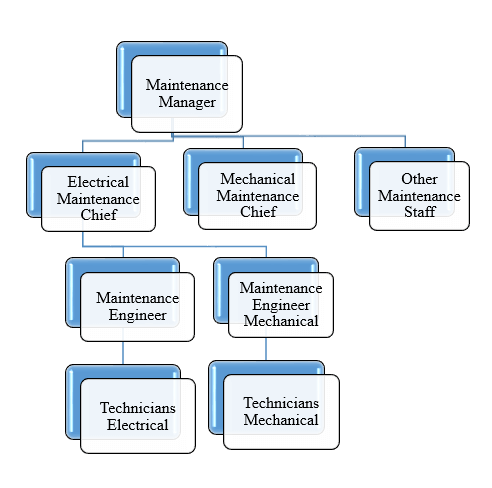
The project Hierarchy is given below. I was answerable to Electrical Maintenance Chief.
[CE 1.5]
My Roles & Responsibilities were as following
[CE 1.6]
On November 2008, the controlling officer (electrical maintenance chief) called a meeting and informed me about the project. The project was divided between team members and each of us had some specific tasks. At first, I studied the contract agreement carefully so that I can easily understand the requirements and scope of the project. Once I was assigned the work to optimize the operation of the packaging machine SIG PFD, I started to review the historical failure data and equipment performance, in order to determine the root cause of the low reliability of the packaging.
[CE 1.7]
As a team leader I used my electronics engineering knowledge and skills & carefully checked the electronic components and devices. After checking in details the packaging machine, I prepared a list of tasks required to improve its operation.
The list is written below:
Later I submitted this information to the electrical maintenance chief for prior approval.
[CE 1.8]
At the end of the November 2008, after getting the approval from the management authority, I had made the specification of the specific components, which are written below:
[CE 1.9]
After completing the required specifications, I proceeded to create the schematics of the system to be installed. Once the schematics were completed, I handed them to the electrical maintenance chief for approval. Once approved I started to source the components from different suppliers. I kept track of the expenditure and estimated time of arrival to allow for possible project delays, which fortunately did not happen.
[CE 1.10]
On January 2009, I handed the components and schematics to the electrical technician for installation. They installed the components in the main control panel of the machine as per my wiring diagrams, routed the required water-resistant cabling and then interfaced it with the sensors, thermocouples, motors and HMI.
[CE 1.11]
At the end of January 2009, I developed the PLC programming machine using the Unity Pro software, using ladder language and functional blocks. Apart from doing the intercommunication with the HMI interface, I had to program the components simultaneously using the Vijeo Designer software. Once programmed, I proceeded to communicate with the servo drives, to which the dosing time of the encoder was synchronized. For the case of dosing, a count of 2 machine cycles was a cycle dosage. I did this because it was 2 simultaneous dosages, for which there was the need to parameterize the servo drives. To do this, I used the HMI Ethernet interface to control the variable speed drive; counting was performed through the encoder positioning module and quick count PLC.
[CE 1.12]
Once automated components were synchronized and programmed; for which it was necessary to revise programming manuals Unity Pro, Vijeo designer and communication protocol via Uni-Telway; I progressed to test the machine I/O in order to verify the computer connections. In this step, I proceeded to the start point of the operation, gauging the activation times of its components through the HMI interface and taking note of possible delays or faults.
[CE 1.13]
After testing the I/O performance, I found that after certain number of sealed packages, the unit did not seal the next one properly. To solve this issue, I adjusted the programmed parameters to improve the synchronization between the temperature sensors and sealing controls. Further testing showed that the problem was resolved and the packages were sealing correctly all the time. These adjustments allowed me to achieve the best possible package draw. However, one of the motors was not running properly, the rpm was higher than expected. I instructed the electrical technicians to inspect the wiring connections in order to identify any abnormalities in regards to sensors and coils. They found that one cable was incorrectly identified and was connected to the wrong motor terminal. This issue was quickly solved by checking the wiring against the schematics and re-labelling correctly the cabling. My other team members worked hard and as result of our hard working, the output of the project was successfully. I always kept a good relationship with my other team members.
[CE 1.14]
Once the testing and commissioning was completed, I trained the operators and gave them manuals on how to use the HMI to modify the packaging parameters and monitor its performance. For the next month, a speed of 90 packs per minute was achieved and the machine availability was 95%, thus managing to meet the production plan and the initial performance goals.
[CE 1.15]
I completed the project successfully considering that all planned tasks were completed according to predefined schedule and on budget. I played a key role in consolidation of project cost, strategic planning and supplier’s management. On a weekly basis, I kept the Controlling Officer informed about project progress, manning allocation and responsibilities.
In regards to team goals and communication, I always had a clear and honest communication with stakeholders and team members, keeping track of delegated tasks to each team member and also promoting an open-door policy in order to engage team members and keep a healthy team harmony with high responsibility to achieve common goals.
I also took my time to assign functions and carry along the trainee engineer on whatever task I was doing. I worked closely with other engineering disciplines to get the required information at any given time.
[CE 1.16]
While I worked on the project, I considered the environmental issues. I ensured that there were no environmental disturbance breaches by following the requirements of the environmental standards.
There was no damage to any equipment in the project. I kept all the project documents in a systematic way. I kept all the invoices for future checking by the audit department. I always maintained documents in files and maintained the different measurement records and test results in different files, which helped me to organize my work. After completing the project, I prepared a presentation using Microsoft Power Point to explain the project design to the clients.
[CE 1.16]
The implementation of this project allowed me to develop strong mechanical and electrical failures detection and root cause analysis skills, enabling my decision-making process and ability to work independently in some situations and ability to lead by example.
I have developed my project management skills; ensuring all planned project stages were completed on time and within budget; maintaining a clear communication between stakeholders and customers (internal/external).
This experience provides me with an opportunity to enhance my team work and leadership skills; keeping a good relationship with team members and assuring project objectives were met.
I have learned how to use vendor specific software and components, how the food manufacturing industry works and its packaging processes, and how to program a PLC following the plant’s directions in matter of security and control.
Finally, I can say that this project enhanced my knowledge in control design and I earned professional experience in my field.
To read more.............. Kindly check the below links.
We hold the apex position in providing services regarding CDR writing for engineers Australia. We are known to have very high success records for consistent team of professional writers having years of experience in the field of CDR preparation. We provide the best and trusted service for CDR writing and reviewing of all kinds of engineering disciplines. We provide services for career episode writing, plagiarism check and removal etc.
Should you need any further information, please do not hesitate to contact us.
Contact: +61-4-8885-8110
WhatsApp: +61-4-8885-8110
(Australia, USA, UK, UAE, Singapore, New Zealand)
