| Date | October 2010 to February 2011 |
| Location | Islamabad, Pakistan |
| Organization | OGDCL (Government Owned Organization) |
| Position | Process Engineer |
[CE 1.1]
My First episode is about my project in Bobi Oil Complex as Process Engineer being an employee of OGDCL Corporation. The company is a market leader in Pakistan and pioneer in the natural gas & crude oil exploration & production in the field of Oil & Gas. It was created in 1961. It got listed on London Stock Exchange in December 2006.
[CE 1.2]
Bobi gas/condensate field is located at 25 kilometers in south of District Sanghar and 85 km north-east of Hyderabad city in Sindh province. Bobi Gas Condensate Field is a part of Second Oil and Gas Development Project funded by Asian Development Bank amounting to US $ 52.00 million out of which US $ 20.1 million was allocated for the development of Bobi field. Condensate fractionating facilities along with gas-recycling system was installed and field was declared as Oil Complex in 2002.
[CE 1.3]
I was the core team member of Process and Plant Team at BOBI OIL COMPLEX, where Process and plant department was established for processing raw well fluids to obtain the marketable products including kerosene Oil, Naphtha, HSD, DFO, LPG and elemental Sulphur by employing different environment friendly processing. The whole recovery process depends upon composition of well fluids, which are joining each other at slug catcher from different wells. Raw natural gas is contaminated with different types of impurities e.g. Carbon dioxide. Carbon monoxide, Sulphur, water, and heavy metals. These impurities must be removed to make the gas for buyer and to meet pipeline specification. Process department is also responsible for stabilization of condensate, on spec production of LPG, reinjection of natural gas to wells for maintain healthy reservoir pressures. This set of all operation are being carried out at BOBI OIL Complex. Process department is led by in Charge Process department accompanied by team of Engineers working in three shifts round the clock.
[CE 1.4]
The overall objective was to reduce the amount of methanol consumption at LPG recovery section by employing different techniques and reduce the chocking problem at refrigeration unit due to decreased temperature (-42C) and to increase the LPG recovery in winter season to reduce the supply demand deficit.
[CE 1.5]
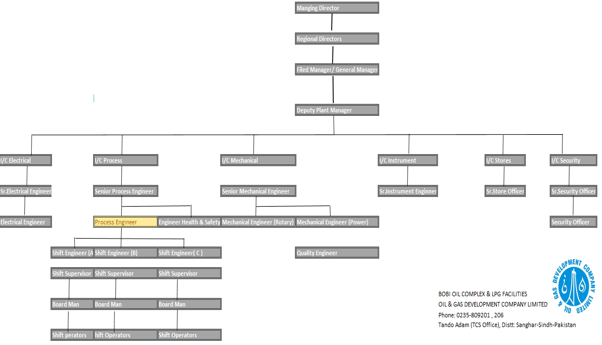
My Company hierarchy is shown in the following diagram -
[CE 1.6]
My responsibilities were as following but not limited to
I was responsible to carryout different activities at Plant area safely; Therefore, I ensured the strict implementation of permit to work system. We have to perform different work including hot works Welding/cutting, excavation, Vessel Entry, preventive and reactive maintenance of instruments and different units employed for compression and power production. It was my task to coordinate with different departments to complete the job on time in order to avoid the down time. The implementation of this system enabled us to have 15,000 Hours of safe operation, which was truly appreciated by Field Manager. I was also authorized to extend the permit in case of incompletion of work.
I successfully carried out Annual Turn Around at BOBI OIL COMPLEX which always had a hectic schedule to pursue different activities simultaneously. Generally, there were thirty to thirty-five activities of each departments including production, instrumentation, mechanical & civil. Third party contractors were also employed to facilitate the activities specially to carry out baroscopic analysis of different Gas Engines employed for power production and as a prime mover for compressors. Each activity was loaded with manpower and material resources. The material and manpower histograms were presented to management on daily basis for effective forecasting, which played a vital role to accomplish the targets. I had also devised the work method statement and escape plan to counter the contingencies for supervisors, operators employed at Hazardous Areas.
I was responsible to meet the specification of products at different sections. I had to maintain the Reed Vapor Pressure of Condensate at stabilization area by maintain proper temperature profile of Hot Oil (Therminol 66) which was used as heating medium in Stabilizer (Heat Exchanger). I also had to limit the amounts of impurities in Natural Gas by controlling the recycling stream at Di Ethanol Amine Contractor and increasing the flow rate of Lean Amine to improve the mass transfer of impurities. Liquefied Petroleum gas extraction process in controlled and improved by optimizing the Turbo Expander.
I initiated the waste recovery program by deep analysis of closed drain system and availability of drain pit handling capacity. After acquiring approval from Field manager, implemented in true letter and spirit which enabled me to increase 40% efficiency of waste recover section. I had suggested to alive the second waste recovery pit which was dead for 5 years. By doing this we were able to handle large volume of closed drains from Low pressure suction scrubber Centrifugal Pumps, Stabilized Condensate Pumping system and from LPG dispatch section Pumps. The recovered amount of hydrocarbons was pumped back to feed section through positive displacement pumps.
I completed the pigging process of various pipeline coming from different wells in order to insure the pipeline integrity. Under my supervision the pig was launched from the well site after depressurizing and then pressurizing the pigging assembly and launches the pig, it was received at slug catcher located at plant site. I had enlisted the record of daily activities performed, total travel time to complete the pigging operation and ensure the Lock out Tag out System (LOTO) during this operation, elevation profile, Number of Bends and Valves.
[CE 1.7]
I did a lot of problem solving activities. Some of the most prominent were
Efficiency of Liquefied Petroleum Gas recovery depends upon the uninterrupted working of compression section. Natural Gas compression was being carried out at three different stages by engaging Low pressure compressor, Medium Pressure compressor and High Pressure Compressor to increase the pressure of Gas. We have encountered the tripping of Low pressure compressor at the indication of “Low Suction pressure”, Low pressure compressor was receiving gas from stabilization section to enrich the coming Feed stream with high percentage of propane and butane contents. Due to this interruption we have to recycle Medium pressure and high pressure compressor and reduce their RPM to cater the decreased volume of gas available for compression. The pump installed at Low Pressure Compressor Suction scrubber was also capitated frequently due to decrease in NPSH (Net Positive Suction Head) available.
I analyzed the situation and suggested a solution, where I throttled the recycle stream to increase the flow from the outlet of pump to Suction scrubber and reduce the temperature of vapors stream entering to scrubber to facilitate the condensation. By doing this Liquid level in Scrubber was maintained at an optimum level and tripping of compressor was reduced to zero. This process parameter adjustment paved a way to streamline the working of Low Pressure Compressor and we increased the extraction of LPG at Fractionator column.
We had Gas/Oil flow lines from different wells with varied compositions which were received at slug catcher and diverted to Test Separator for measuring the flow of each component i.e. Gas Flow, Condensate flow and water flow. After calculating the flow of each component well fluids are diverted to move along process schematic. We had 02 powers Generator (each 480 Kw) with consumption of 0.2MMSCFD driven by Gas Engines.
The fuel gas was also supplied to different prime movers used to drive compressors and refrigeration package. Suddenly, we had knocking at different prime movers and it halted the compression of Gas because compressors RPM were on fluctuating and they were unable to compress the gas at desired pressure.
I investigated the prevailing conditions and concluded that incomplete combustion was the major cause due to disturbed Air/Fuel ratio. I analyzed the composition of Fuel Gas and also measured the Calorific Value which exceeded the desirable limits. To measure the root cause I put all the 09 Numbers wells on test by using Test separator one after another. After performing these activities, I was able to explain the whole scenario, because one of the well named CHAK DIM had increased number of Propane and Butane contents. That increased amounts of Propane and butane had increased the calorific value of Fuel Gas system. To cater this scenario, I advised to take fuel gas from wells with low calorific values and eventually rectified the knocking problem at Gas engines by matching designed Air/Fuel ratio.
[CE 1.8]
I simulated the layout of Plant which includes different section and converged them by using ASPEN HYSIS and using Peng Robinson Equation of state. I performed flash calculation for three phase separators to gauge the efficiency of separation; it includes Low pressure separator, medium pressure separator and High pressure separator. After performing such calculation, I measured the adiabatic efficiency of Low Pressure compressor, Medium Pressure compressor, High pressure compressor and Feed gas compressor. Those calculations enabled me to load the compressor accordingly by adjusting their stroke volume and adjusted the cooler fan blades to reach the desirable outlet temperature. Then I converged the Chiller (Liquid-Gas Exchanger), DE-Ethanizer, Debutanizer and Low Temperature Separator to measure the amount of Liquefied Petroleum Gas recovered. After performing all such calculation and adjustments of temperature to their optimum level, I varied the consumption of Methanol Injection at Dew Point Reduction area and concluded that I could be able to reduce the consumption of Mono Ethanol Glycol at Dew Point stage and also increased the amount of LPG recovered after the Debutanizer overhead condenser and stored at reflux drum. Because (MEG) Mono Ethanol Glycol make Isomerization with chained hydrocarbons and decreased the tray efficiency in fractionator columns.
[CE 1.9]
I have followed Peng Robison equation of state to calculate the Vapor Liquid Equilibrium during flash calculation for process simulation. I also considered the API Std. 614 "Lubrication, Shaft-Sealing, and Control-Oil Systems and Auxiliaries" 5th. Ed API Std. 617, "Axial & Centrifugal Compressors & Expander Compressors for Petroleum, Chemical and Gas Industry Services" 7th Ed., July 2002 API Std. 618, "Reciprocating Compressors for Petroleum, Chemical and Gas Industry Services" 4th Ed. 1995
[CE 1.10]
I consulted with my seniors and followed the standard operating procedures developed for different section and also consulted the Internet to gauge the effect of process variables modifications. Plant User manual was also very helpful.
[CE 1.11]
I was supervising all the three process shifts with presence of 15 numbers of operators in each shift. I deputed the focal person from each shift to report about process changes also I had meeting with them daily and discuss the effects of process variable evident by daily log sheets. I prepared the report which was dully signed by In-Charge process & appreciated by field manager.
[CE 1.12]
The process area was classified as high risk area and special safety precautions must be ensured before entering to that area, which includes the provision of Safety Helmets, Goggles, and Ear Muffs because the noise level was above 80 Deci bells. I ensured the Lock out tag out system before any change to equipment status to avoid any emergency. I also imparted safety training on regular basis and ensured the safety tool box talk at workshop areas
[CE 1.13]
At feed gas compressor I recommended to partly close the cooler fan vanes to avoid the reduction in temperature of compressed gas during winter season which helped to avoid the problem of hydrates at refrigeration package and reduced the interruption due to weather. This process modification was appreciated by management.
During this Project I gained extensive experience & knowledge of process simulation, debottlenecking & troubleshooting of different equipment. I also ameliorated my decision making & leadership skills.
We hold the apex position in providing services regarding CDR writing for engineers Australia. We are known to have very high success records for consistent team of professional writers having years of experience in the field of CDR preparation. We provide the best and trusted service for CDR writing and reviewing of all kinds of engineering disciplines. We provide services for career episode writing, plagiarism check and removal etc.
Should you need any further information, please do not hesitate to contact us.
Contact: +61-4-8885-8110
WhatsApp: +61-4-8885-8110
(Australia, USA, UK, UAE, Singapore, New Zealand)
